
腐蝕環境での鋼材への留付け
ヒルティは鋼材への留付けに早く、信頼性の高い、効率的なソリューションを幅広く提供しています。
エネルギー産業および工業分野などの腐蝕を伴う環境に適しています。


腐蝕とは?
腐蝕とは金属とその周囲の環境との間の物理化学的相互作用であり、その結果として金属の特性に変化をもたらし、金属、環境あるいはそれらが構成するシステムに重大な機能不全をもたらすことがあります(参照 ISO 8044:2010)。 建築および工業上の腐蝕は、炭素鋼、ステンレス鋼、亜鉛、銅、アルミニウムなどの金属で作られた構造材と取付物に大きな影響を与えます。 世界の鋼材年間生産量のおよそ 5分の1は、腐蝕によって損傷を受けたものの交換に使用されていると推計されます。 これはかなりの経済的損失に相当しますが、さらに大きな懸念は安全性のリスクであり、腐蝕により留付けシステムの不具合につながる場合があることです。
鋼材への留付けの従来工法
溶接

表面の下準備
- グラインダーなどでコーティングされた鋼材の塗装をはがすのには時間がかかり、危険な火花が伴います。

鋼構造材へのチャネル溶接
- 経験豊富な認定溶接工が必要です。
- 外部電源供給が必要となりますが、一部の現場では外部電源の準備が困難な場合があります。
- 一部の現場では火気使用許可と専属の火気監視人が必要になる場合があります。
- 溶接作業は天候に左右されます。

表面の清掃とタッチアップ
- 塗装する前に、溶接した部分が冷めるまで待つ必要があります。
- 石油およびガス業界で一般的な多層塗装では、乾燥時間を含めて 3 日から 6 日間かかります。すなわち、タッチアップは高コストで時間がかかると言えます。
通しボルト

マルチステップのドリル穿孔
- ドリルで穿孔する工程は、鋼材の厚みと硬さによっては時間のかかる作業です。
- 穿孔作業で露出した部分は、腐蝕を防ぐために適切なコーティングを施す必要があります。

チャネル固定
- 両側へのアクセスが必要です。
- 施工者は落としたり、紛失したりする可能性のあるナット、ワッシャー、ボルトなどの小さな部品を持って作業する必要があります。
クランプ

クランプとチャネルを所定の位置に設置します
- クランプは構造用鋼材に対して特定の方向に取り付けるので、取付物の取り付け方向は限定されます。
- 構造用鋼材の両側へのアクセスが必要になります。
- 溶融亜鉛メッキやステンレス鋼などの耐蝕性クランプは素材コストが非常に高く付きます。

留付けの完了
- 適切な締め付けは必要ですが、過度に締め付けると鋼材のコーティングに損傷を与えます。
- クランプが振動に晒される場合、定期的なメンテナンスが必要になります。
革新的なヒルティの鋼材への留付工法
鋼材への留付けの早く、信頼性の高い 3 つのソリューション
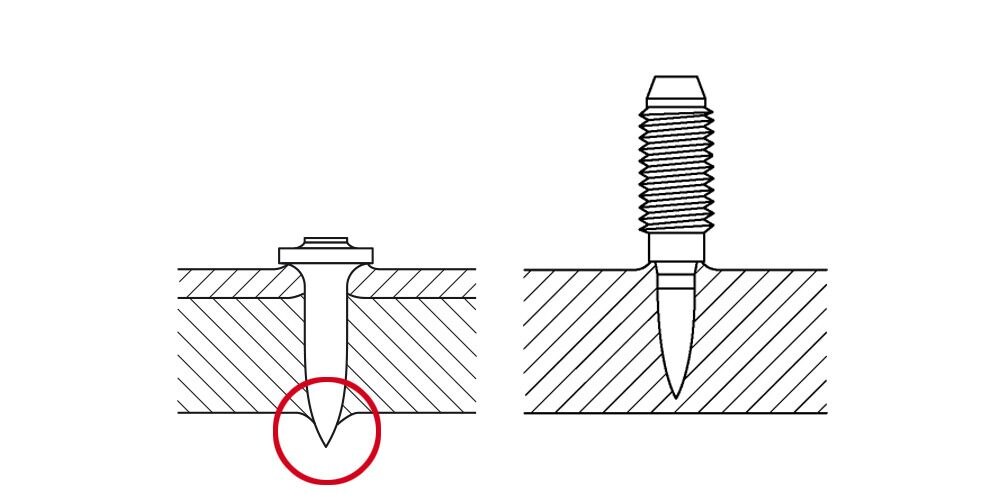
シャープチップ留付
シャープチップステンレス製ファスナーが火薬式鋲打機によって母材に打ち込まれる留付け技術が、高品質な留め付けを実現します。
- 留付けが数秒で完了できる箇所への、高頻度の留付けに適しています。
鋼母材への貫通が許容される中程度の腐蝕環境向けステンレス製ファスナーです。
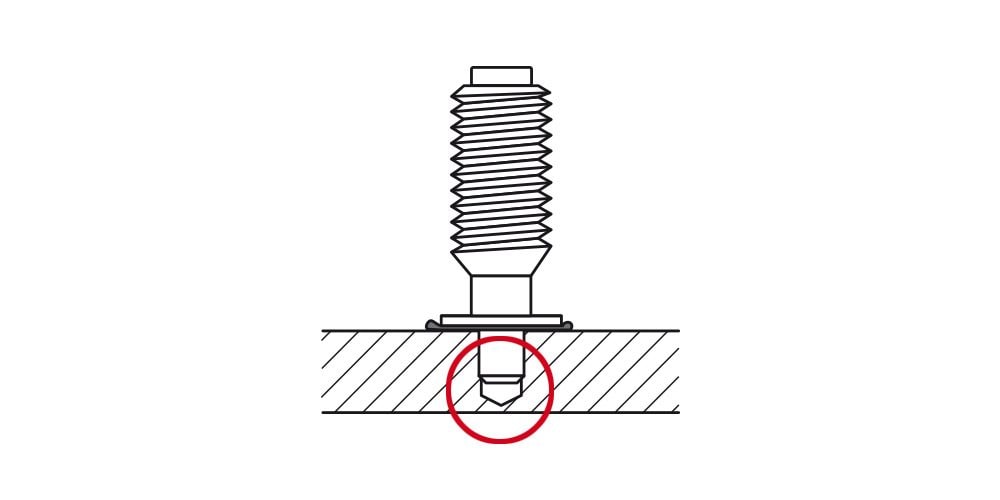
X-BT ブラントチップ留付け
滑らかな円筒形または円錐形シャンクのブラントチップステンレス製ファスナーを、火薬式または電動式の鋲打機によって、母材にあらかじめドリルで開けられた穴へ打ち込む画期的な留付けテクノロジーは、高品質な留め付けを実現します。
- 母材に非貫通のアプリケーションでは、耐蝕性コーティングへの損傷はありません。
- 1箇所あたり2分以内に留付けることができます。
高程度の腐蝕環境向けのステンレス製ファスナーです。
中程度の腐蝕環境向け繊維強化プラスチック (FRP) /ステンレス製ファスナー。
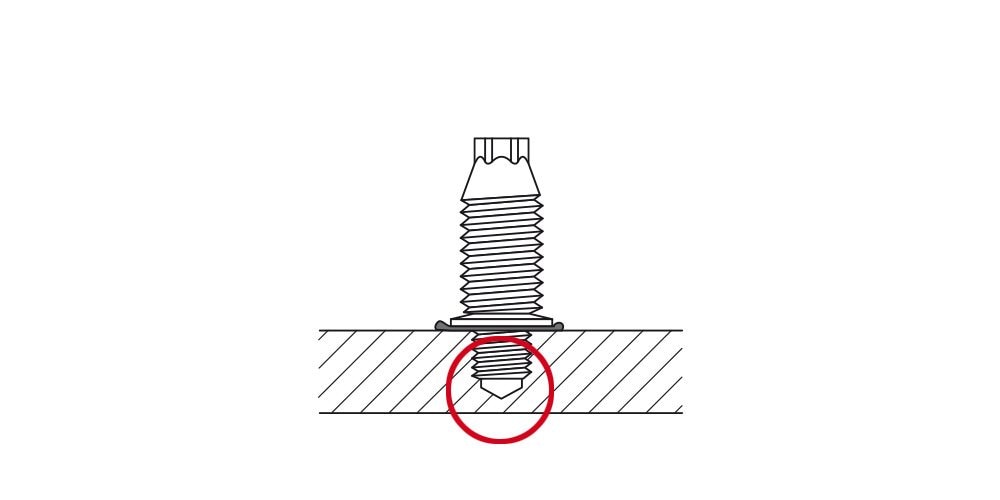
S-BT ブラントチップねじ留付け
ねじタイプのシャンクを持つブラントチップステンレス製ファスナーを、トルク制御スクリュードライバーにより、母材にあらかじめ開けられた穴へ打ち込む画期的な留付けテクノロジーは、セルフタップしながら貫入することで耐力を発揮します。
- 非貫通アプリケーションでは、耐蝕性コーティングへの損傷はありません。
- 1箇所あたり2分以内に留付けることができます。
高程度の腐蝕環境向けのステンレス製ファスナーです。
中程度の腐蝕環境向けのデュプレックスコーティングファスナー。
S-BTの動画はこちら従来工法と比較した特徴







どのテクノロジーが適していますか?

シャープチップ留付け
母材:鋼
最小母材厚:6 mm
貫通:あり
必要な本体:DX 460
利用できるねじ径:M8
ファスナー素材:SS A2 相当

X-BT ブラントチップ留付け
母材:鋼材、ステンレス、鋳鉄
最小母材厚:8 mm
貫通:なし
必要なツール:SF BT A22 および [DX 351-BT(G)またはBX 3-BT]
利用できるねじ径:M6、W6、M8、M10、W10
ファスナー素材:SS A4 相当および FRP (X-BT-MF)

S-BT ブラントチップねじ留付け
母材:鋼、アルミニウム
最小母材厚:6 mm
貫通:なし
必要なツール:SBT 4-A22
利用できるねじ径:M8、M10、W10
ファスナー素材:SS A4 相当およびデュプレックスコーティング炭素鋼



